Robot tal-Iwweldjar MIG b'6 Assi b'Spatter Baxx Firxa ta' 1800mm


-Id-driegħ tar-robot:
- Proċess ta' ikkastjar bil-magna tal-ikkastjar, driegħ tal-aluminju, eħfef u aktar flessibbli
- Il-wajers u t-terminals interni tar-robot huma magħmula mill-aqwa marki famużi fid-dinja: DYEDEN, TAIYO, l-istess bħal ABB u Fanuc
- L-aqwa marka Ċiniża tal-kontrollur, mutur u reducer.
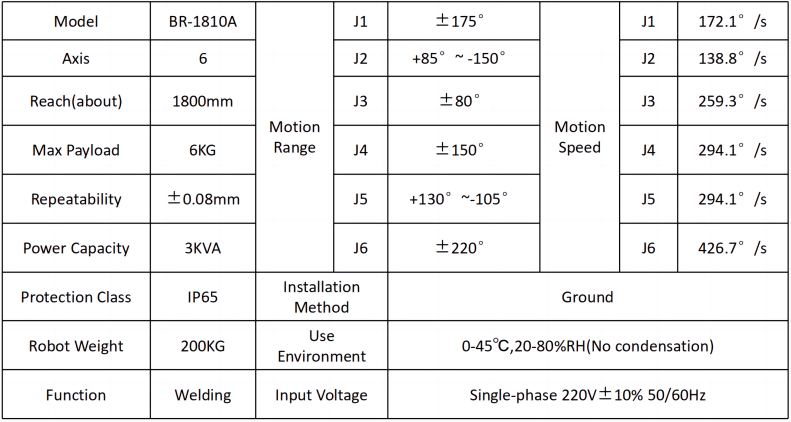
Il-parametri tar-robot tal-iwweldjar MIG BR-1810 jidhru kif ġej:
-Magna tal-iwweldjar: :Aotai NBC350RL
- Għandu tliet modi ta' wweldjar: titjir baxx, iwweldjar veloċi fuq il-post u pressjoni kostanti
- Jista' jirrealizza wweldjar b'tixrid ultra-baxx ta' azzar tal-karbonju ta' 1~3mm. L-ammont ta' tixrid tal-iwweldjar jitnaqqas b'60%;
- L-input tas-sħana jitnaqqas b'10% ~ 20%, u l-iwweldjar ta' pjanċi rqaq huwa faċli biex jiġi kkontrollat u d-deformazzjoni hija żgħira;
- Is-sistema kompletament diġitali tirrealizza l-kontroll preċiż tat-tranżizzjoni tal-qtar u tikseb kwalità kontinwa u stabbli tal-iwweldjar;
- It-teknoloġija tal-inverter tas-swiċċjar artab tista' ttejjeb l-affidabbiltà tal-magna kollha u tiffranka l-enerġija u l-elettriku;
- Is-sistema ta' kontroll tal-alimentazzjoni tal-wajer ta' preċiżjoni għolja kompletament diġitali, l-apparat tal-alimentazzjoni tal-wajer b'kontroll diġitali kompletament b'żewġ drajvs u żewġ skjavi b'encoder jista' jiżgura l-istabbiltà tal-alimentazzjoni tal-wajer anke jekk il-fatturi esterni bħall-vultaġġ tal-provvista tal-enerġija u r-reżistenza għall-alimentazzjoni tal-wajer jinbidlu.
-Torċa tal-iwweldjar:
- Imkessaħ bl-arja b'apparat kontra l-ħabtiet sensittiv ħafna, jestendi ħafna l-ħajja tas-servizz tat-torċa
-Pożizzjonatur tal-iwweldjar u ferrovija tal-mixi tar-robot
- Pożizzjonaturi tal-iwweldjar b'assi wieħed, b'żewġ assi u bi 3 assi huma fakultattivi. It-tagħbija utli u d-daqs tal-mejda tax-xogħol jistgħu jiġu personalizzati skont il-ħtieġa.
- Il-binarju tal-mixi tar-robot jista' jsir apposta skont il-ħtieġa tal-klijent. Tul 3/6/9/12M. Tagħbija: 500/1000KG
-Il-manutenzjoni tal-magna hija sempliċi u faċli biex topera, u l-ħajja tas-servizz iddisinjata hija aktar minn 10 snin
Li Tagħti Attenzjoni lil Kull Dettall Tagħmel ir-Robot JHY Aħjar
Ikteb il-messaġġ tiegħek hawn u ibgħatu lilna


